


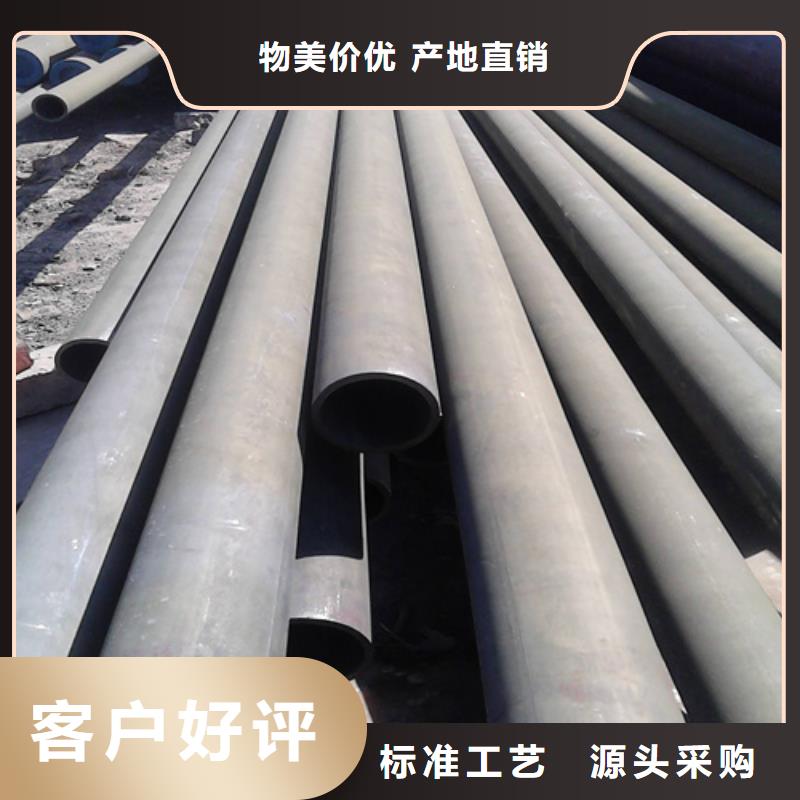


山东聊城格瑞管业有限公司漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,酸洗钢管所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,酸洗磷化无缝管减缓腐蚀。对设备钝化处理,各类油污,锈,氧化皮,酸洗钝化无缝钢管三个主要环节?焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号碳钢不锈钢零件,酸洗钢管酸洗磷化无缝管板材及其设备酸洗钝化无缝钢管后如何处理酸水?酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,大口径酸洗钝化钢管钝化的正确处理方式有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发。
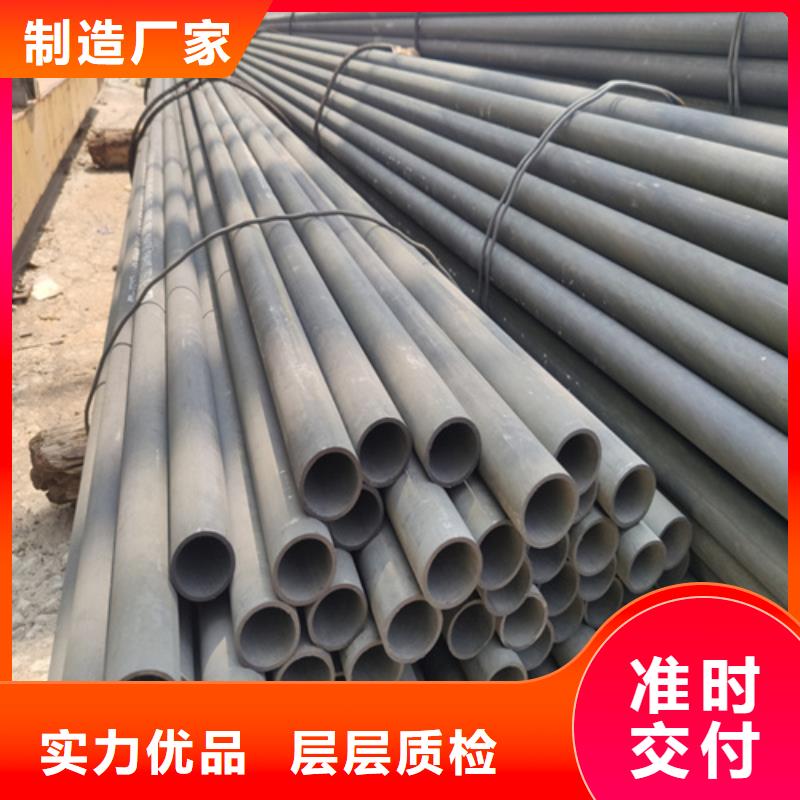
无缝钢管热处理时油的闪点是指油表面的蒸气和空气自然混合时,与火相接触而出现火苗的温度,它的温度的高低,对淬火零件的性有一定的影响。酸洗钝化无缝钢管常见的矿物油的闪点为:10号机械油为165℃,20号机械油为170℃,30号机械油为180℃,40号机械油为190℃,过热汽缸油hg- 52、62分别为300℃、315℃,合成汽缸油hg-65h、72h分别为325℃、340℃。一般而言,汽缸主要用于回火用油。无缝钢管在加工处理的时候要进行热处理技术,这项热处理技术一般的温度要达到上百度,有的还可能达到上千度,这就要高性能的加工技术进行处理。酸洗钝化无缝钢管等模具钢材,一般在热处理过程中的淬火用油,多采用矿物油,如:10号、20号、30号等机械油,针对不同的模具零件,个别热处理企业使用0号柴油、7号机械油等。油的序号越高,黏度越大,闪点就越高。一般闪点在150~300℃之间。
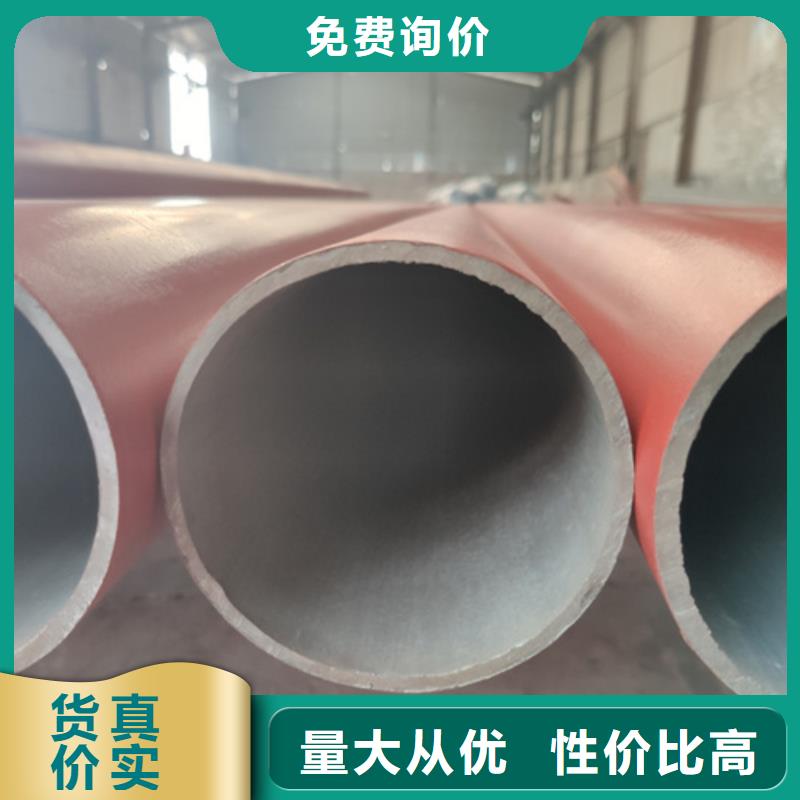
奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-、Br-、F-等卤素离子效果下,极易遭到毁坏。为确保酸洗钝化质量,酸洗钝化起首需思索采用酸洗钝化液浸泡的方法,在不方便于采用液体浸泡的状况下,才思索用涂刷酸洗钝化膏的方法,但不宜运用涂刷酸洗钝化液的方法。当采用酸洗钝化液浸泡的方法时,需按期对浸泡液进行测试和化验酸洗钝化的常规工艺过程如下:→酸 洗→ 冲 洗→ 钝 化(池 洗)→预处理→→酸洗钝化(二合一)液(池洗)→冲洗→后处理→酸洗钝化(二合一)膏(池洗)→酸洗钝化无缝钢管:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。其钝化首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的、能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。
酸洗钝化无缝钢管酸洗,钝化工艺流程去油清理污物 酸洗 钝化 净水冲洗 检查 吹干b.不锈钢容器或零部件完工后按图样和工艺文件的要求,对规定项目检查合格后,将焊缝及其两侧焊渣,飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物,只有进行过预处理的容器或零部件才能进行酸洗钝化处理。
